بازرسی جوش یکی از اساسیترین مراحل در فرآیند جوشکاری است که تضمین کیفیت، ایمنی، و دوام سازهها را به همراه دارد. آکام به عنوان یکی از شرکتهای معتبر در این حوزه، با استفاده از آخرین تکنولوژیها و بهرهگیری از استانداردهای جهانی، خدمات بازرسی جوش را در بالاترین سطح کیفی ارائه میدهد.
خدمات آکام شامل:
تجهیزات پیشرفته
استفاده از روشهای پیشرفته نظیر تست رادیوگرافی، التراسونیک، و بازرسی ذرات مغناطیسی
گزارش دقیق
ارائه گزارشهای دقیق و مستند جهت بهبود فرآیندهای جوشکاری و افزایش ایمنی
ایمنی بالا
شرکت آکام با رعایت دقیق اصول ایمنی و استفاده از تجهیزات استاندارد، خطرات مرتبط با کار را به حداقل میرساند و امنیت کارکنان و پروژهها را تضمین میکند.
تخصص و تجربه
تیم متخصص با دانش متالورژی و استانداردهای بینالمللی
بازرسی جوش به مجموعه اقداماتی اطلاق میشود که به منظور ارزیابی کیفیت جوشها و فرایندهای جوشکاری انجام میشود. هدف اصلی این بازرسی، اطمینان از انطباق جوشها با استانداردهای تعیین شده و اطمینان از اینکه جوشها قادر به تحمل بارهای استاتیکی و دینامیکی مورد نظر هستند، میباشد. بازرسی جوش شامل بررسیهای فنی و عملیاتی است که میتواند در مراحل مختلف جوشکاری انجام شود. این بررسیها باعث شناسایی عیوب و نواقص جوش شده و به کاهش خطرات ناشی از مشکلات جوشکاری در سازههای صنعتی، مانند پلها، مخازن تحت فشار و سایر سازهها، منجر میشوند.
بازرسی جوش علاوه بر این که به شناسایی عیوب کمک میکند، به بهبود فرآیندهای جوشکاری نیز میانجامد. با انجام بازرسیهای منظم و دقیق، میتوان به مشکلات موجود در روشهای جوشکاری پی برد و به اصلاح آنها پرداخته شود.
بازرسی جوش به عنوان یک فرایند حیاتی در صنعت، نقش بسیار مهمی در تضمین کیفیت و ایمنی سازههای جوش داده شده دارد. این فرآیند که بخشی از بازرسی فنی بهشمار میرود به شناسایی و پیشگیری از عیوب و نواقص جوش کمک میکند و به کاهش خطرات ناشی از مشکلات جوشکاری منجر میشود. بازرسی جوش همچنین به افزایش اعتماد به نفس کارفرمایان و مشتریان در کیفیت محصولات تولیدی کمک میکند.
اهمیت بازرسی جوش به ویژه در صنایعی که با ایمنی عمومی سروکار دارند، مانند صنایع نفت و گاز، ساختمان، و حمل و نقل، چندین برابر میشود. در این صنایع، هر گونه نقص در کیفیت جوش میتواند منجر به حوادث خطرناک و خسارتهای مالی و جانی شود. بنابراین، بازرسی جوش به عنوان یک ابزار پیشگیرانه و تضمینکننده کیفیت، در این صنایع از اهمیت ویژهای برخوردار است.
علاوه بر این، بازرسی جوش به کاهش هزینههای اضافی ناشی از تعمیرات و بازسازیهای غیرمنتظره کمک میکند. با شناسایی عیوب در مراحل اولیه، میتوان از بروز مشکلات بزرگتر در آینده جلوگیری کرد و هزینههای ناشی از آنها را کاهش داد. این موضوع به طور خاص در پروژههای بزرگ و پیچیده که هزینههای اضافی میتواند تاثیرات زیادی بر روی بودجه پروژه داشته باشد، اهمیت دارد.
در نهایت، بازرسی جوش به عنوان یک بخش حیاتی از فرایندهای صنعتی، به تضمین کیفیت و ایمنی محصولات کمک میکند و به عنوان یک ابزار موثر در کنترل کیفیت در تمامی مراحل تولید و ساخت شناخته میشود. با رعایت اصول بازرسی جوش و ضخامت سنجی مخازن استفاده از استانداردهای مربوطه، میتوان به کیفیت و ایمنی سازههای جوش داده شده اطمینان حاصل کرد و از بروز مشکلات و خطرات ناشی از عیوب جوش جلوگیری کرد.
بازرس جوش باید دارای شرایط و ویژگیهای خاصی باشد که او را در انجام وظایف خود یاری کند. آشنایی کامل با نقشههای مهندسی و توانایی درک علائم و اصطلاحات فنی از جمله الزامات مهم است. بازرس باید اطلاعات کافی در زمینه متالورژی جوش و توانایی تجزیه و تحلیل مسائل مهندسی جوش را داشته باشد. این اطلاعات به بازرس کمک میکند تا عیوب جوش را شناسایی کند و از وقوع مشکلات جدی جلوگیری نماید. تجربه در بازرسی و شناخت انواع عیوب جوش و روشهای پیشگیری از آنها از دیگر ملزومات است.
علاوه بر این، یک بازرس جوش باید به اصول اخلاقی حرفهای پایبند باشد. بیطرفی و سازگاری در تصمیمگیریها، رعایت دستورالعملهای بازرسی مهندسی جوش و تعامل موثر با همکاران از جمله مواردی است که در موفقیت بازرس تاثیرگذار است. این فرد باید توانایی تدوین گزارشات بازرسی و ارائه آنها به مراجع ذیربط را نیز داشته باشد. این گزارشات باید شامل جزئیات دقیقی از فرآیند بازرسی، عیوب شناسایی شده و توصیههای لازم برای اصلاح آنها باشد.
در نهایت، بازرس باید به روز باشد و با آخرین استانداردها و تکنیکهای بازرسی آشنا باشد. این موضوع به او این امکان را میدهد که در برابر چالشهای جدیدی که ممکن است در فرآیند جوشکاری بروز کند، واکنش مناسبی نشان دهد
به طور کلی بازرسی جوشکاری شامل سه مرحله اصلی است:
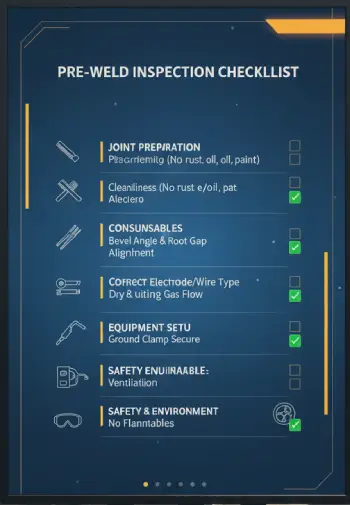
در این مرحله از بازرسی جوشکاری، بازرس باید کیفیت مواد اولیه، تجهیزات، نقشههای طراحی و مشخصات جوشکاری را بررسی کند. او باید اطمینان حاصل کند که مواد و تجهیزات مطابق با استانداردها هستند و نقصی ندارند. همچنین، ابعاد و مشخصات اتصالات جوش، مانند زوایای شیار و ضخامت ورقها، بررسی میشود. انتخاب روش جوشکاری و تهیه دستورالعملهای جوشکاری (WPS) از دیگر وظایف بازرس است. این مرحله به بازرس این امکان را میدهد که پیش از آغاز جوشکاری، هرگونه نقص یا عدم انطباق را شناسایی و اصلاح کند.
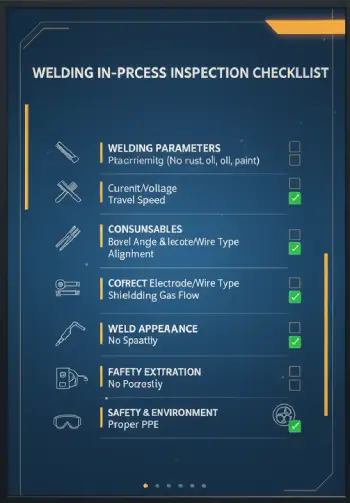
بازرسی حین جوشکاری به نظارت بر فرآیند جوشکاری در حین انجام کار اشاره دارد. بازرس باید اطمینان حاصل کند که تمامی مراحل طبق دستورالعملها پیش میرود، از جمله کنترل زوایای جوش، دما و ترتیب جوشکاری. همچنین، استفاده صحیح از مواد پرکننده و تجهیزات باید بررسی شود. نظارت بر تمیزکاری، حذف سرباره و دماهای پیشگرم کردن نیز ضروری است. این مرحله به بازرس امکان میدهد تا مشکلات را شناسایی و از بروز عیوب جلوگیری کند و ایمنی کارگران و تجهیزات را تضمین کند.
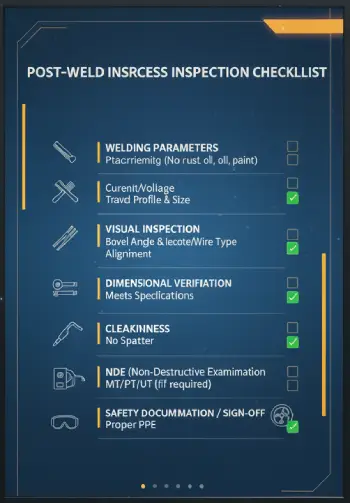
بازرسی بعد از جوشکاری به ارزیابی کیفیت جوش پس از اتمام فرآیند جوشکاری اشاره دارد. در این مرحله، بازرس باید عیوبی مانند ترکها، تخلخل و نفوذ ناقص را شناسایی کند. این مرحله شامل انجام آزمونهای غیرمخرب و مخرب مانند بازرسی چشمی، مایع نافذ و تست رادیوگرافی است. همچنین، بازرس باید گزارشهای بازرسی شامل جزئیات عیوب و توصیههای اصلاحی را تهیه کند تا به تصمیمگیری برای ادامه یا توقف کار کمک کند.
روشهای بازرسی جوش به طور کلی به دو دسته بازرسی مخرب و غیرمخرب تقسیم میشوند. در بازرسیهای مخرب، برای ارزیابی کیفیت جوش، نمونهها تحت آزمونهایی قرار میگیرند که منجر به تخریب آنها میشود. این آزمونها معمولاً در مراحل آغازین تولید انجام شده و هدف آنها شناسایی ضعفها و نواقص احتمالی جوش است؛ عیوبی که ممکن است در شرایط واقعی عملکرد سازه ظاهر شوند.
در مقابل، بازرسیهای غیرمخرب بدون آسیب رساندن به جوش، کیفیت آن را مورد بررسی قرار میدهند. این روشها شامل بازرسی چشمی، آزمون مایع نافذ، ذرات مغناطیسی، تست التراسونیک و رادیوگرافی هستند. استفاده از این روشها به شرکتهای بازرسی جوش امکان میدهد تا بدون تخریب قطعه، عیوب احتمالی را شناسایی کرده و از سلامت جوش اطمینان حاصل کنند.
بازرسی چشمی (Visual Inspection) یکی از سادهترین و پرکاربردترین روشهای ارزیابی جوش است. در این روش، بازرس با مشاهده دقیق سطح جوش، عیوب ظاهری مانند ترکها، تخلخلها و ناپیوستگیها را شناسایی و ثبت میکند. این روش به دلیل سرعت، سهولت اجرا و هزینه پایین، معمولاً بهعنوان نخستین مرحله در فرآیند بازرسی جوش مورد استفاده قرار میگیرد.
بازرسی مایع نافذ (Liquid Penetrant Testing) روشی کارآمد برای شناسایی عیوب سطحی مانند ترکها و شکافها است. در این روش، نوعی مایع نافذ مخصوص روی سطح جوش اعمال میشود و این مایع با نفوذ به درون عیوب سطحی، آنها را پر میکند. سپس با استفاده از ماده توسعهدهنده، مایع خارجشده از عیب نمایان شده و محل نقصها بهوضوح قابل مشاهده میشود.
بازرسی ذرات مغناطیسی (Magnetic Particle Testing) نیز به شناسایی عیوب سطحی و نزدیک به سطح کمک میکند. در این روش، جوش به یک میدان مغناطیسی متصل میشود و در صورت وجود عیوب، ذرات مغناطیسی در نقاط عیب جمع میشوند.
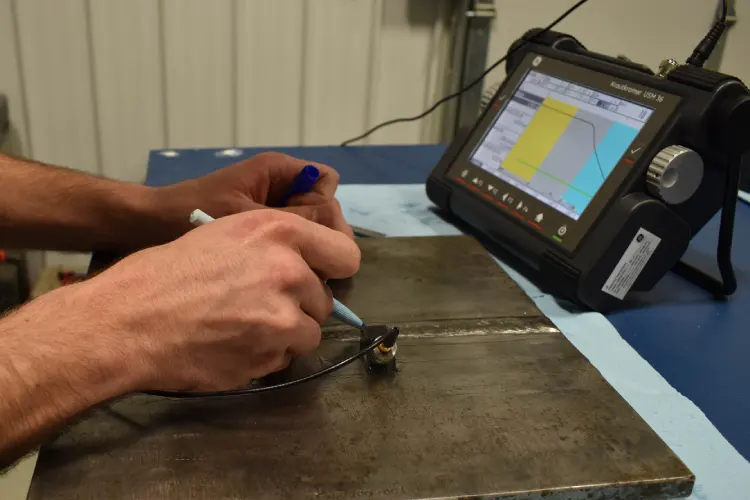
بازرسی التراسونیک (Ultrasonic Testing) و تست رادیوگرافی (Radiographic Testing) دو روش پیشرفته برای شناسایی عیوب داخلی جوشها هستند. در بازرسی التراسونیک، امواج صوتی با فرکانس بالا به جوش ارسال میشوند و با بررسی بازتاب این امواج از داخل جوش، عیوب مانند ترکها یا حفرهها شناسایی میشوند. در تست رادیوگرافی، اشعه ایکس یا گاما به جوش تابانده میشود و تصاویر ایجادشده از ساختار داخلی جوش به بازرس این امکان را میدهد تا نقصهای پنهان را مشاهده و ارزیابی کند.
استفاده از تست التراسونیک در موارد بسیاری از جمله پایش وضعیت تجهیزات صنعتی نیز کاربرد دارد.
تستهای مخرب جوش، شامل آزمونهایی هستند که به منظور سنجش کیفیت و استحکام جوش، نمونههایی از آنها را تخریب میکنند. از مهمترین این آزمونها میتوان به آزمون کشش، آزمون فشار و آزمون خستگی اشاره کرد که هر یک اطلاعات دقیق و کاربردی درباره مقاومت و رفتار جوش تحت بارگذاری واقعی ارائه میدهند.
آزمون کشش، یکی از روشهای مهم ارزیابی کیفیت جوشها است که در آن نمونه جوش تحت کشش قرار میگیرد تا حداکثر بار قابل تحمل آن مشخص شود. این آزمون به شناسایی نقاط ضعف و آسیبپذیریهای موجود در جوش منجر شده و رفتار جوش را در شرایط بارگذاری بررسی میکند. علاوه بر این، تغییر شکل و شکست جوش نیز در این آزمون برای کنترل کیفیت قطعات صنعتی مورد ارزیابی قرار میگیرد. نتایج آزمون کشش به مهندسان و بازرسان کمک میکند تا کیفیت جوشها را به طور دقیق ارزیابی کرده و در صورت نیاز، اصلاحات لازم را انجام دهند. این آزمون نقش حیاتی در تضمین ایمنی و کارایی سازههای جوش داده شده ایفا میکند.
این آزمون به بررسی توانایی جوش در تحمل فشارهای داخلی و خارجی میپردازد و معمولاً برای جوشهای مورد استفاده در مخازن تحت فشار و لولهها انجام میشود. نتایج این آزمون به تعیین حد تحمل فشار و ارزیابی ایمنی جوش کمک میکند.
در آزمون خستگی، جوش تحت بارگذاری متناوب قرار میگیرد تا توانایی آن در تحمل بارهای دینامیکی بررسی شود. این روش به شناسایی عیوبی کمک میکند که ممکن است در طول زمان و تحت بارهای متناوب ایجاد شوند.
نتایج این تستها به بازرسین امکان میدهد تا کیفیت جوشها را به دقت ارزیابی کرده و در صورت نیاز اقدامات اصلاحی مناسب را انجام دهند. علاوه بر این، این نتایج میتوانند بهعنوان مستندات رسمی برای ارزیابی کیفیت جوشها و فرآیندهای جوشکاری مورد استفاده قرار گیرند.
آزمایشهای غیرمخرب جوش (Nondestructive Testing یا NDT) به مجموعه روشها و تکنیکهایی اطلاق میشود که به منظور ارزیابی کیفیت جوشها و ساختارهای صنعتی بدون ایجاد آسیب یا تخریب انجام میشوند. این آزمایشها در فرآیند کنترل کیفیت به کار میروند و در بازرسی خوردگی به شناسایی عیوب و نواقص موجود در جوشها کمک میکنند.
هدف اصلی NDT تایید کیفیت و ایمنی جوشها است. با استفاده از این روشها، میتوان عیوبی مانند ترکها، تخلخلها و نفوذ ناقص را شناسایی کرد که این امر به جلوگیری از حوادث و نقصهای جدی در سازهها کمک میکند. آزمایشهای غیرمخرب این امکان را فراهم میآورند که مواد و جوشها به طور دقیق و بدون آسیب بررسی شوند، به طوری که سازهها و تجهیزات میتوانند در شرایط عملیاتی واقعی مورد ارزیابی قرار گیرند.
این نوع آزمایشها به دلیل عدم نیاز به تخریب، به صرفهجویی در هزینه و زمان کمک میکنند. همچنین، با شناسایی مشکلات قبل از وقوع، NDT میتواند به جلوگیری از هزینههای تعمیرات و بازسازیهای غیرضروری منجر شود.
مشخصات روش جوشکاری یا Welding Procedure Specification (WPS)، یک سند رسمی و فنی است که تمامی جزئیات اجرای فرآیند جوشکاری را مشخص میکند. این سند شامل اطلاعاتی مانند نوع فرآیند جوشکاری، جنس و ضخامت مواد پایه، نوع سیمجوش یا الکترود، پارامترهای الکتریکی دستگاه جوش، ترتیب پاسها و تکنیکهای اجرایی میشود.
هدف از تدوین WPS، ایجاد چارچوبی استاندارد و دقیق برای اجرای صحیح، یکنواخت و قابل تکرار عملیات جوشکاری است. این سند بهعنوان مرجع اصلی برای جوشکاران، ناظران و بازرسان عمل کرده و تضمین میکند که تمامی مراحل جوشکاری مطابق استانداردهای تعیینشده انجام شوند. علاوه بر این، WPS باید توسط مهندسان و کارشناسان صلاحیتدار تایید شده و در صورت تغییر شرایط یا نیاز پروژه، بهروزرسانی گردد.
موارد الزامی در فرم WPS شامل:
ذکر موارد زیر در فرم مشخصات روش جوشکاری (WPS) الزامی است:
در ضمن، WPS باید شامل جزئیات دقیقتری از جمله دماهای پیش گرم، زمانهای بین لایهای، و شرایط محیطی نیز باشد. این اطلاعات به جوشکاران کمک میکند تا در شرایط مختلف، جوشهای با کیفیت بالایی تولید کنند.
گزارش کیفیت روش جوشکاری یا Procedure Qualification Record (PQR) یکی از اسناد اصلی کنترل کیفیت در فرآیند جوشکاری است. این گزارش نشان میدهد که روش جوشکاری تعریفشده در WPS از نظر عملکرد و کیفیت قابل قبول بوده و نتایج آزمونها استانداردهای موردنظر را برآورده میکند.
PQR شامل نتایج آزمونهای مخرب و غیرمخرب انجامشده روی نمونههای جوش است و بهعنوان مرجع معتبر برای تایید نهایی روش جوشکاری به کار میرود. هدف اصلی از PQR، اطمینان از صحت اجرای روش و انطباق کیفیت جوش تولیدی با استانداردهای فنی پروژه است.
تمامی اطلاعات آزمونها، نتایج، تحلیلها و مستندات لازم باید در PQR ثبت شود تا مهندسان و بازرسان بتوانند براساس آن درباره بهبود روشها یا اصلاح فرآیند تصمیمگیری کنند. این سند علاوهبر تایید کیفیت، نقش مهمی در شناسایی نقاط ضعف و بهینهسازی عملیات جوشکاری دارد.
آزمون تعیین صلاحیت جوشکاران یا Welding Qualification Test (WQT) فرآیندی است برای ارزیابی مهارت، توانایی و دانش فنی جوشکاران و اپراتورها جهت اجرای صحیح یک روش جوشکاری مشخص. این آزمونها براساس WPS مربوطه طراحی میشوند تا مشخص شود فرد توانایی عملی اجرای آن روش را دارد یا خیر.
WQT معمولاً شامل دو بخش اصلی است:
آزمون نظری: شامل پرسشهایی درباره اصول جوشکاری، متالورژی جوش و ایمنی که دانش فنی جوشکار را میسنجد.
آزمون عملی: در این مرحله جوشکار باید در شرایط واقعی و با تجهیزات استاندارد، قطعهای را طبق WPS جوشکاری کند. نمونه تولیدشده تحت آزمونهای مختلف قرار میگیرد تا کیفیت آن ارزیابی و صلاحیت فرد تأیید یا رد شود.
پس از اتمام آزمون، در صورت موفقیت، به جوشکار گواهی صلاحیت صادر میشود. این گواهی به کارفرما اطمینان میدهد که جوشکار توانایی لازم برای انجام کار را دارد و میتواند کیفیت جوشها را تضمین کند. همچنین، گواهی WQT به عنوان مدرکی معتبر در پروژههای صنعتی شناخته میشود و میتواند به تامین استانداردهای لازم در صنایع مختلف از جمله بازرسی ساختمان کمک کند. به این ترتیب، WQT نقش حیاتی در بهبود کیفیت و ایمنی در فرایندهای جوشکاری ایفا خواهد کرد.
شرکت آکام با ارائه خدمات پیشرفته بازرسی جوش، تمامی مراحل از ارزیابی مواد اولیه تا شناسایی عیوب نهایی را با استفاده از روشهای مدرن و استانداردهای بینالمللی پوشش میدهد. نظارت دقیق بر فرآیند جوشکاری و بهکارگیری تکنیکهای غیرمخرب مانند تست رادیوگرافی و التراسونیک، کیفیت و ایمنی سازهها را تضمین میکند.
اگر به دنبال ارتقای کیفیت جوشکاری و کاهش ریسکهای پروژههای صنعتی خود هستید، همین حالا با تیم متخصص آکام تماس بگیرید.

وظایف بازرس جوش، شامل مجموعهای از فعالیتها و مسئولیتها است که به منظور کنترل کیفیت جوشها و اطمینان از انطباق آنها با استانداردها انجام میشود. از جمله وظایف کلیدی بازرس جوش میتوان به موارد زیر اشاره کرد:
این وظایف به بازرس این امکان را میدهد که به طور موثر بر کیفیت جوشها نظارت کند و در صورت لزوم، اقدامات اصلاحی لازم را توصیه کند. بازرس باید به طور مرتب با تیمهای تولید و مهندسی ارتباط برقرار کند تا از هماهنگی و انطباق در فرآیندهای جوشکاری اطمینان حاصل کند.
بازرس همچنین باید به برگزاری جلسات آموزشی برای جوشکاران و اپراتورها بپردازد تا آنها را با روشهای جدید و بهترین شیوههای جوشکاری آشنا کند. این آموزشها میتواند به بهبود کیفیت جوشها و کاهش عیوب کمک کند. علاوه بر این، بازرس باید به بررسی و تجزیه و تحلیل عیوب شناسایی شده پرداخته و به ارائه راهکارهای عملی برای اصلاح این عیوب بپردازد. این کار به بهبود فرآیندهای تولید و کاهش هزینههای ناشی از عیوب کمک میکند.
در نهایت، بازرس جوش باید به روز باشد و با آخرین تکنیکها و استانداردهای بازرسی آشنا باشد. این موضوع به او این امکان را میدهد که در برابر چالشهای جدیدی که ممکن است در فرآیند جوشکاری بروز کند، واکنش مناسبی نشان دهد.
تست DT
انجام کلیه تست های DT
تست NDT
انجام کلیه تست های NDT
WPS و PQR
تهیه WPS و PQR
بازرسی قبل از جوش
انجام بازرسیهای قبل از جوشکاری
بازرسی حین جوش
بازرسی های حین جوش
بازرسی بعد جوش
انجام کلیه خدمات بعد از جوش
کدها و استانداردهای جوشکاری، بهعنوان راهنماهایی برای اجرای صحیح فرایندهای جوشکاری عمل میکنند. این استانداردها شامل الزامات فنی برای طراحی، تولید و بازرسی جوشها هستند و به ایجاد یک سیستم یکپارچه برای کنترل کیفیت جوشها کمک میکنند.
از مهمترین استانداردها میتوان به استانداردهای انجمن جوشکاری آمریکا (AWS)، انجمن مهندسان مکانیک آمریکا (ASME) و سازمان بینالمللی استانداردسازی (ISO) اشاره کرد. این استانداردها به صنایع مختلف امکان میدهند تا فرایندهای جوشکاری خود را بهبود دهند و کیفیت محصولاتشان را ارتقا دهند.
استانداردها همچنین بهعنوان معیارهایی برای ارزیابی کیفیت جوشها عمل میکنند و به بازرسین این امکان را میدهند که کیفیت جوشها را بر اساس معیارهای مشخص بسنجند. بهعنوان مثال، استاندارد AWS D1.1 برای جوشکاری فولاد سازهای، الزامات ویژهای برای جوشهای مورد استفاده در سازههای فولادی تعیین میکند.
علاوه بر این، استانداردها بهعنوان مبنایی برای آموزش جوشکاران و بازرسان نیز مورد استفاده قرار میگیرند. با توجه به پیچیدگی فرایند جوشکاری، آشنایی با استانداردها و الزامات مربوطه به جوشکاران و بازرسین کمک میکند تا کیفیت جوشها را بهطور مؤثر کنترل کرده و از بروز عیوب جلوگیری نمایند.
مهمترین مراجع تدوین استانداردهای جوشکاری:
انجمن مهندسان مکانیک آمریکا (ASME)
مهمترین مرجع در ارائه استانداردهای طراحی و ساخت تجهیزات تحت فشار. بخش کدهای بویلر و مخازن تحت فشار (BPVC) این انجمن، جزئیات دقیق طراحی و تولید اتصالات جوشکاری را پوشش میدهد.
انجمن جوش آمریکا (AWS)
این انجمن بیش از ۲۴۰ کد و دستورالعمل فنی منتشر کرده که مطابق با توصیهنامههای مؤسسه استاندارد ملی آمریکا (ANSI) تنظیم شدهاند. استانداردهای AWS در بازرسی جوش صنعتی، چه در ایران و چه در سطح بینالمللی، کاربرد گستردهای دارند.
مؤسسه نفت آمریکا (API)
یکی از قدیمیترین و موفقترین نهادها در زمینه استانداردسازی تأسیسات نفت و گاز با ارائه بیش از ۵۰۰ استاندارد تخصصی در این حوزه.
استانداردهای بریتانیا (BS)
این استانداردها پایه اصلی نظام بازرسی فنی در تأسیسات صنعتی بریتانیا را تشکیل میدهند و بهطور گسترده در صنایع مختلف مورد استفاده قرار میگیرند.
سازمان بینالمللی استانداردسازی (ISO)
با انتشار بیش از ۱۸٬۵۰۰ استاندارد در زمینههای گوناگون و میانگین ۱٬۱۰۰ استاندارد جدید در هر سال، این سازمان نقش کلیدی در تدوین استانداردهای جهانی دارد. بخشی از این استانداردها به طراحی، اجرا و بازرسی جوشکاری اختصاص دارد.
مؤسسه استاندارد آلمان (DIN)
این مؤسسه از طریق کمیته تخصصی خود در حوزه جوشکاری و فرایندهای اتصال (NAS)، به تدوین اصول و چارچوبهای فنی مرتبط با جوشکاری میپردازد و مرجعی معتبر در سطح اروپا به شمار میرود.
به طور کلی، رعایت استانداردها و کدهای جوشکاری به افزایش کیفیت و ایمنی سازههای جوش داده شده کمک میکند و به عنوان یک عامل کلیدی در موفقیت پروژههای صنعتی شناخته میشود. با توجه به اینکه جوشکاری نقش اساسی در صنایع مختلف ایفا میکند، توجه به این استانداردها و الزامات میتواند به بهبود کیفیت و ایمنی در این صنایع کمک شایانی کند. این موارد تنها مروری بر اهمیت بازرسی جوش و شرایط و استانداردهای مرتبط با آن بود. بازرسی جوش، یک بخش حیاتی در چرخه تولید و ساخت است که تاثیر مستقیم بر کیفیت و ایمنی محصولات دارد و باید به آن توجه ویژهای شود.
شرکت آکام مفتخر است به شما همراهان گرامی اعلام نماید تمامی مراحل بازرسی جوش را با شیوه دسترسی با طناب با دقت، مهارت و استفاده از متخصصین مجرب انجام می دهد.


روشهای بازرسی به دو گروه اصلی تقسیم میشوند:
بازرسیهای غیرمخرب (NDT): شامل بازرسی چشمی، مایع نافذ، ذرات مغناطیسی، التراسونیک و رادیوگرافی.
بازرسیهای مخرب: مانند آزمون کشش، فشار و خستگی که کیفیت جوش را با تخریب نمونه ارزیابی میکنند.
بازرسی جوش معمولاً در سه مرحله انجام میشود: قبل از جوشکاری برای بررسی مواد و تجهیزات، حین جوشکاری برای نظارت بر فرآیند، و بعد از جوشکاری برای ارزیابی نهایی کیفیت جوش.
هزینه خدمات بازرسی جوش بسته به نوع پروژه، روشهای بازرسی (مخرب یا غیرمخرب)، و پیچیدگی کار متفاوت است و معمولاً پس از ارزیابی نیازهای پروژه مشخص میشود.
زمان انجام خدمات بازرسی جوش به نوع روش بازرسی، حجم کار، و پیچیدگی پروژه بستگی دارد. معمولاً برای پروژههای بزرگ زمان بیشتری مورد نیاز است.
WPS: دستورالعمل رسمی جوشکاری که روش، پارامترها و شرایط اجرای جوش را مشخص میکند.
PQR: گزارش کیفیت روش جوشکاری که نتایج آزمونهای انجامشده را ثبت میکند.
WQT: آزمون صلاحیت جوشکار که مهارت عملی و دانش فنی او را تأیید میکند.